With the Technology on today’s high tech drilling rigs specifically designed to make up and break out drilling tool rotary shoulder connections you shouldn’t see the number of rejected tools going to machine shops for thread and seal repairs that you do. All this damage is being caused on the drilling floor and by evaluating the mechanical damage to connection threads and seals you should be able to determine the cause of the mechanical damage and make corrections. On this page I will briefly go over the mechanics of a rotary shoulder connection and the type of damage that is found and what I believe is the cause of that damage and the actions that I take to correct that damage if possible.
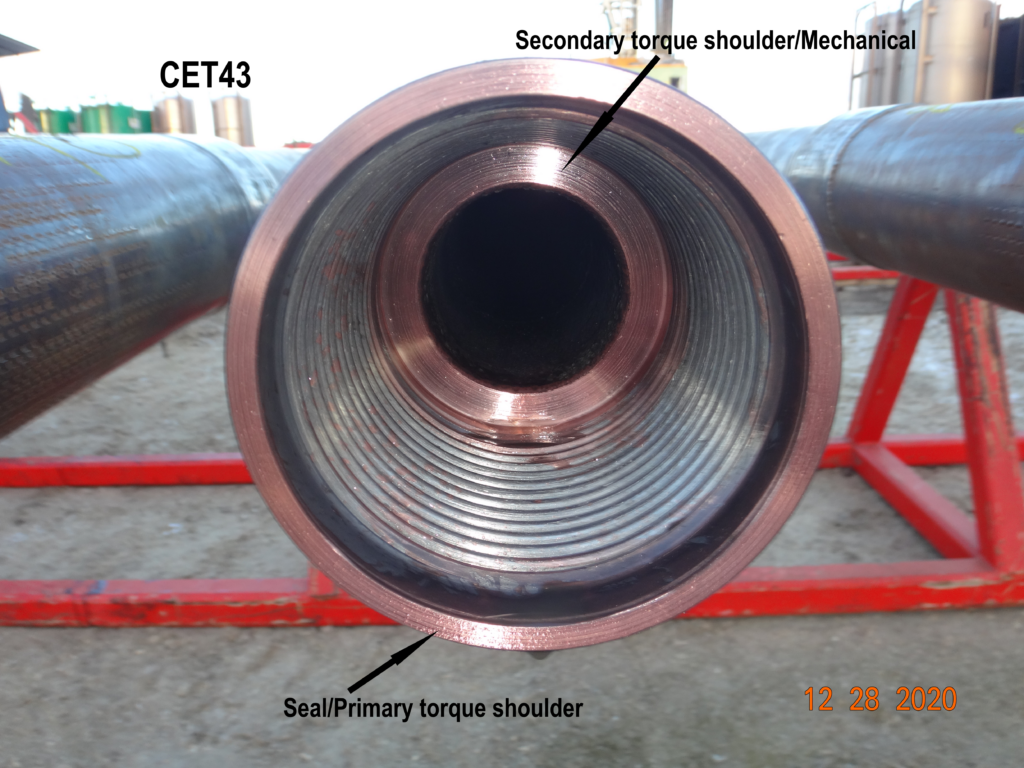
A standard rotary shoulder connection has two main components A seal/torque shoulder and threads.

On a high torque connection There is an additional torque shoulder/mechanical stop at the end of the pin and back of the box. This secondary torque shoulder is not a seal.

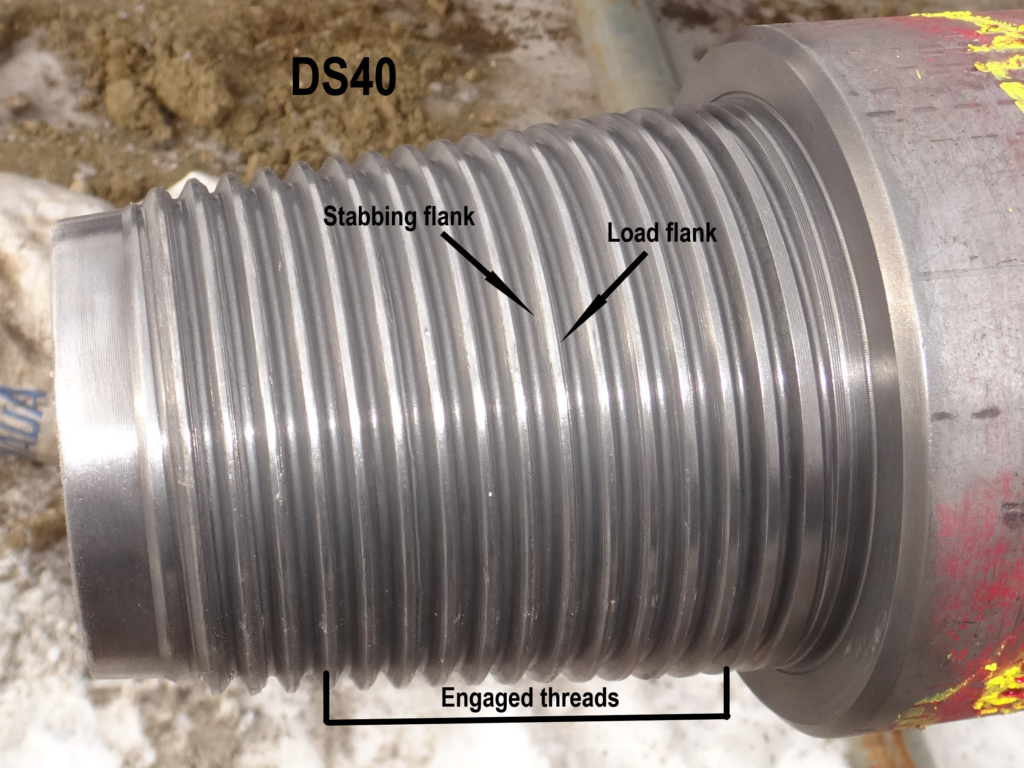
Threads have two flanks (the sides of the thread). They are the load flank and the stabbing flank. The load flank which once the connection is made up takes all the load along with the torque shoulder(s). The stabbing flank on the other hand does not come into contact with its opposing stabbing flank when made up, there is actually a space to channel away excess thread compound and debris while the connection is being made up (Rotary shoulder connections do not seal in the threads). Also not all threads are engaged when the connection is made up. On the pin the first three or four starting threads and the final two threads near the seal and on the box the first two threads near the seal and the last three or four vanishing threads at the back of the box are not engaged (high torque connections designed with less thread taper have more engaged threads).
As the pin and box connections are being screwed together in theory there should be no weight or tension on the connection. Once the opposing seals/primary torque shoulders and thread load shoulders on the pin and box connections come into contact with each other torque is then applied until recommended makeup torque is achieved. On a high torque connection once torque is being applied the pin connection will stretch slightly until the secondary torque shoulders/mechanical stops come into contact with each other and then recommended makeup torque is achieved. Thread stretch is a normal part of making up any rotary shoulder connection as long as the point of elasticity is not passed. If it is then you will see stretched pin threads and belled boxes.
With the advent of horizontal drilling and the use of top drives there have been two major changes in drilling tool damages.
The first is that with the use of mud motors right from surface almost all the rotary and bending stresses have been removed from the drill string and you do not see the metal fatigue in the form of critical damage like cracks and internal sharp bottom transverse pitting rings you used to with conventional rotary drilling. The majority of damage today is caused by external wear. The result is that drilling tools aren’t being inspected as often as they used to be allowing minor mechanical damage to get worse.
Secondly you see much more minor thread damage now because of the shear weight of the top drive. It is my observation that most drilling rigs have a hard time compensating for the weight of the top drive while making up or breaking out connections. Top drives are several times heavier than the old rotary table rigs swivel and kelly bar. Also the heavier the drilling tool the more severe the damage, drill collars and hevi-wate drill pipe seeing the most thread damage. The most common damage is to see a raised burr form on the thread crest and minor galling on the stabbing flank side of the threads.


This type of damage is easily repaired and actually must be repaired before a thread profile inspection can be performed accurately.

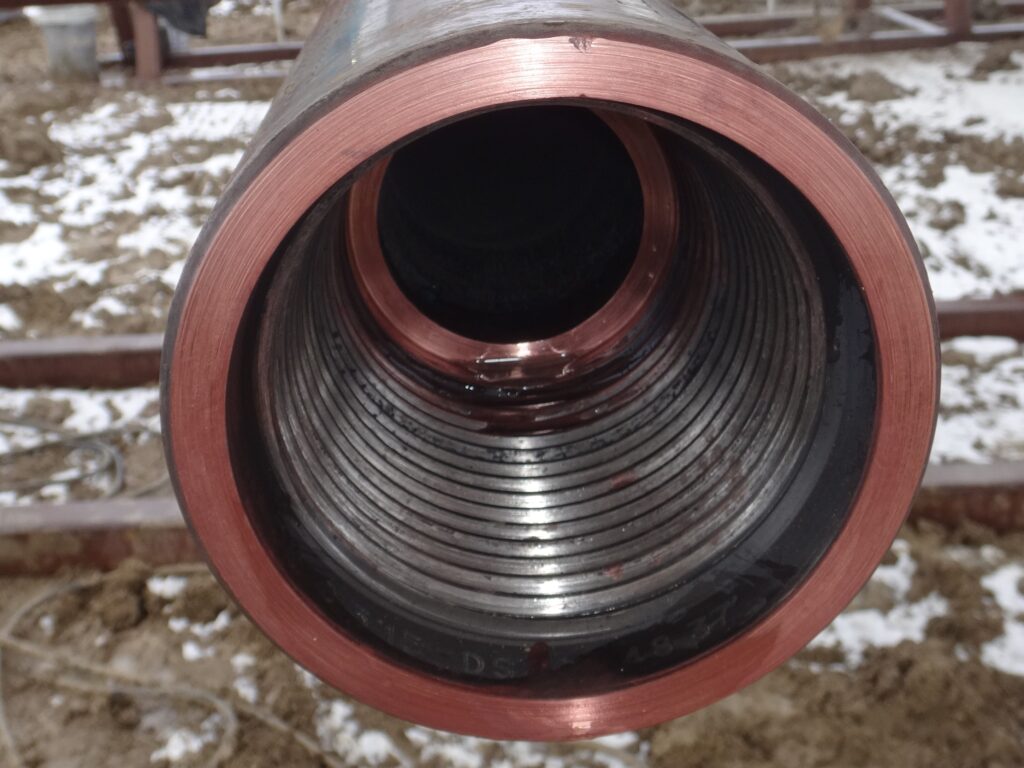
It is also my observation that if you can keep a connection in the field working the thread flanks and torque shoulders will harden up from the cold working that occurs every time the connection is made up making them more resistant to mechanical damage. Below are photos of a DS40 pin connection that I completed minor repairs on and then was subsequently used to drill four horizontal wells. There was no additional damage to the connection. Also you can see there was no original damage to the load flank it was all on the stabbing flank showing the previous damage was caused by too much weight on the connection at make up or break out. All the damage on this connection was in the break out direction.


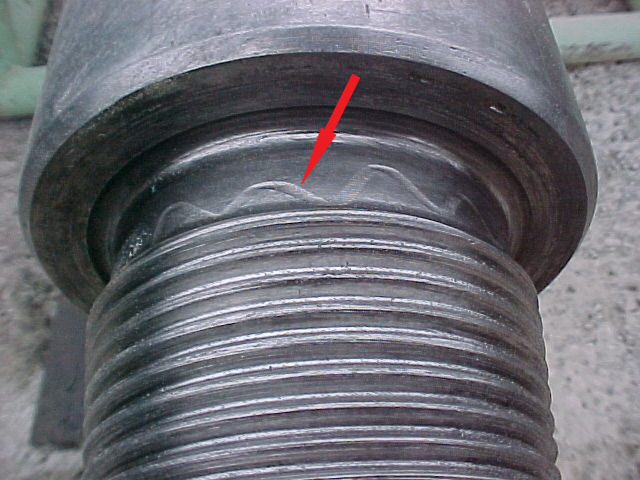
If I see mechanical damage to threads that I believe can be prevented by adjustments on the rig floor I report this to the rig manager. It is also a good idea to monitor the damage to the top drive saver sub working pin it will tell you if there is a problem by its wear pattern. Below is a UXT40 saver sub pin. You can see the threads are all pushed back towards the seal signifying there has been to much weight put on the connection when being spun in and out. In normal situations the thread wear would show a rounded thread crest and uniform wear.

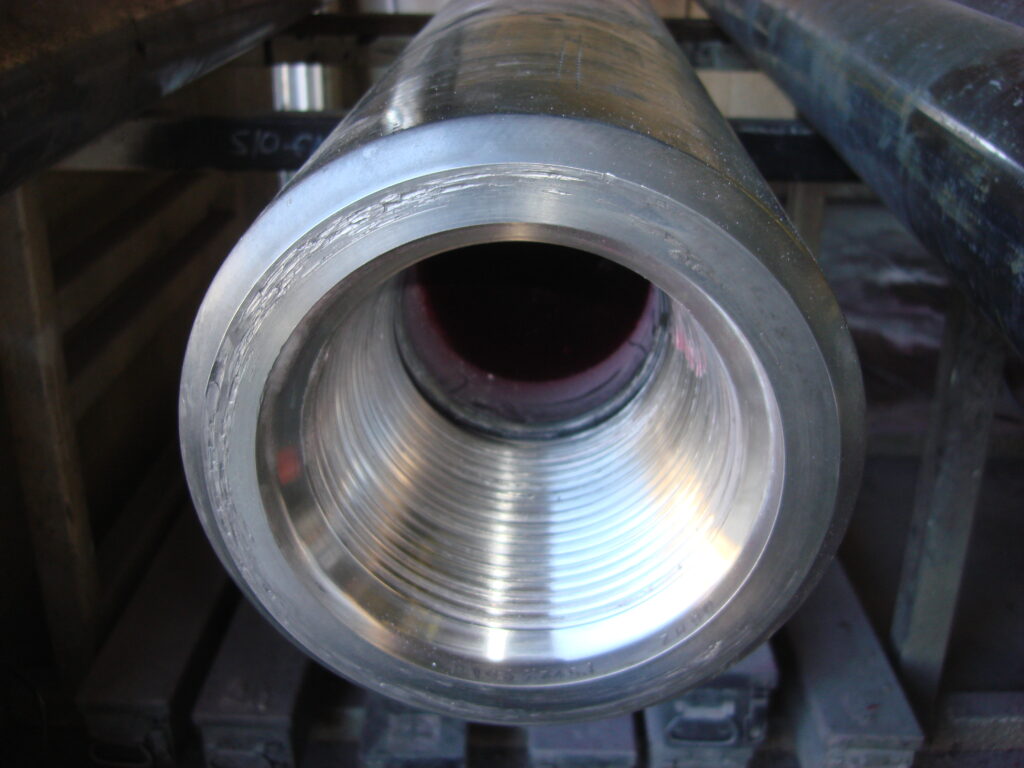
Threads also see a lot of minor damage from mishandling and depending on the location and severity of that damage in many easily be repaired. Keep in mind for example a 4 1/2XH pin like the one bellow has over 4 meters worth of threads if they were stretched out.


When evaluating the condition of a seal I use API and manufacturers standards as to the acceptability of the seal and when to reface the seal if required. One thing I do though is when it comes to galled seals with raised burrs that do not meet the requirements to be refaced, manufacturers recommend not “filing” the gall flat but to reface the seal instead (raising repair costs). In all the years I have inspected drilling tools I have never seen a seal that has been “filed” cause washouts. On the other hand there were inspection companies in the past that used a grinder with a soft disc on it to flatten galls and polish seals on a regular base. This did a great deal of damage and caused many washouts. Power tools that are not specifically designed for seal refacing should never be used to dress a seal.

I do not “file” seals but I do dress seals using a file wrapped with emery cloth to remove minor raised galls. I have been repairing minor seal damage like this for over 30 years without issues.

Refacing should be a last resort when repairing minor seal damage. The rule for refacing rotary shoulder connections is to remove not more than 1/32 inch(.031”) from a pin or box seal at any one refacing and not more than 1/16 inch(.062”) cumulatively. That rule shouldn’t be taken literally and the minimum amount of material should be removed in a single refacing. Every time that seal is refaced takes life away from that connection. It is my experience that the majority of seal damage is usually much less than .031” deep allowing for several refacings. I determine the refaceability of a connection by referencing the pin or box bench mark and if a bench mark is not present (some machine shops don’t re-apply bench marks when recutting) I measure the pin length or box counterbore length to assess refaceability.
I have the capability to reface all standard rotary shoulder connections listed below using a Drilco refacing tool as seen in the Drilco (Smith Tool) drillers hand book. I have been using this tool since starting BHA in 1993 with no problems. 2 7/8IF, 3 1/2IF, 4FH, 4 1/2XH, 4 1/2FH, 4 1/2IF, 4 1/2REG, 6 5/8REG, 4H90,4 1/2H90, 5H90, and 7H90.



I also have the capability to reface DS40 and CET43 connections using custom built refacing tools from Tubular inspection Products that are based on the Drilco tool.



With regularly scheduled field inspections of your bottom hole assembly that includes minor repairs to threads and seals there is no reason why a string of drilling tools shouldn’t last until the drilling program is complete with minimal rejects.
Examples
Example 1) I inspected the drilling tools including drill collars, hevi-wate drillpipe, subs and miscellaneous directional tools on a rig drilling horizonal wells in the Edson and Hinton area between August of 2015 to December of 2020. I completed a total of 34 inspections which resulted in the inspection of 650 – 6 1/2″drill collars and miscellaneous subs and 546 – 4 1/2″ (DS40) hevi-wate drillpipe. I refaced a total of 47 seals. Rejected a total of 12 subs (mostly saver and drill thru subs), 3 drill collars, and 5 hevi-wate drillpipe for excessive thread or seal damage. Removed 11 cracked drilling tools from service. That is a refacing rate of about 2% and reject rate for machine shop recuts due to mechanical damage of less than 1%.
Example2) I inspected the drilling tools on this rig drilling horizontal wells in the Edson and Hinton area between August of 2017 to April of 2021. I completed a total of 12 inspections which resulted in the inspection of 166 – 6 1/2″drill collars and miscellaneous subs and 430 – 4″ (DS40) hevi-wate drillpipe. I refaced a total of 67 seals. Rejected a total of 1 drill collar, and 7 hevi-wate drillpipe for excessive thread or seal damage. Removed 2 cracked drilling tools from service. That is a refacing rate of under 6% and reject rate for machine shop recuts due to mechanical damage of under 2%.
Example3) I inspected the drilling tools on this rig drilling horizontal wells in the Edson and Hinton area between November of 2018 to February of 2021. I completed a total of 6 inspections which resulted in the inspection of 72 – 6 1/2″drill collars and miscellaneous subs and 268 – 4″ (DS40) hevi-wate drillpipe. I refaced a total of 66 seals. Rejected a total of 1 hevi-wate drillpipe for excessive thread or seal damage. Removed 1 cracked drilling tools from service. That is a refacing rate of about under 10% and reject rate for machine shop recuts due to mechanical damage of under 1%.
These rates are pretty well what I see on all the rigs I do inspections for on a regular base.